














Gestion de Projet en Chaudronnerie : Étude et Réalisation
Découvrez les étapes d'un projet de chaudronnerie industrielle : de la conception CAO à la soudure TIG, incluant le contrôle qualité et la sécurité.
Rapport U6 : Conception et Réalisation en Chaudronnerie Industrielle
Organisation et suivi de réalisation - Entreprise SMIO
Présenté par Gaspard Carnet
Présentation de l'entreprise SMIO
<ul><li><strong>Localisation :</strong> Fougères (35)</li><li><strong>Activité :</strong> Chaudronnerie Industrielle (Acier, Inox, Alu)</li><li><strong>Effectif :</strong> 10 à 20 salariés</li><li><strong>Expertise :</strong> Pièces unitaires à petites séries, du crochet aux silos industriels.</li></ul>
Contrainte Technique : Adaptation aux Machines
L'intégration chez SMIO a nécessité une maîtrise rapide des machines de formage. Contrairement au Bac Pro (découpe seule), la réalité industrielle impose une autonomie totale sur le pliage et le roulage. Défi relevé : Maîtriser la rouleuse pyramidale et la plieuse pour devenir autonome de A à Z.
Archivage : Transition Papier vers Numérique
L'archivage historique permet de retrouver des dossiers vieux de 15 ans, essentiel pour la maintenance. Cependant, le papier est vulnérable (incendie, perte). La transition est en cours pour sécuriser les données techniques et commerciales.
Traçabilité et ERP
Utilisation du logiciel <strong>Clipper ERP</strong> :<br><br><ul><li>Centralisation des données (devis, stock, production).</li><li>Recherche rapide de dossiers par numéro d'affaire.</li><li>Lien direct entre bureau d'étude et atelier.</li><li>Garantie d'une traçabilité sans faille du projet.</li></ul>
Veille Technologique : Soudure Laser vs TIG
Comparatif technique pour réduire les déformations et les TMS.
Projet : Réseau de Gaine Inox
<strong>Client :</strong> Groupe EDF (Génie thermique)<br><strong>Besoin :</strong> Transport de flux d'air tempéré basse pression.<br><strong>Cahier des charges :</strong><br><ul><li>Inox 304L (Durabilité)</li><li>Brides tournantes (Facilité de pose)</li><li>Étanchéité parfaite (Soudures sans rochage)</li><li>Diviser en tronçons transportables.</li></ul>
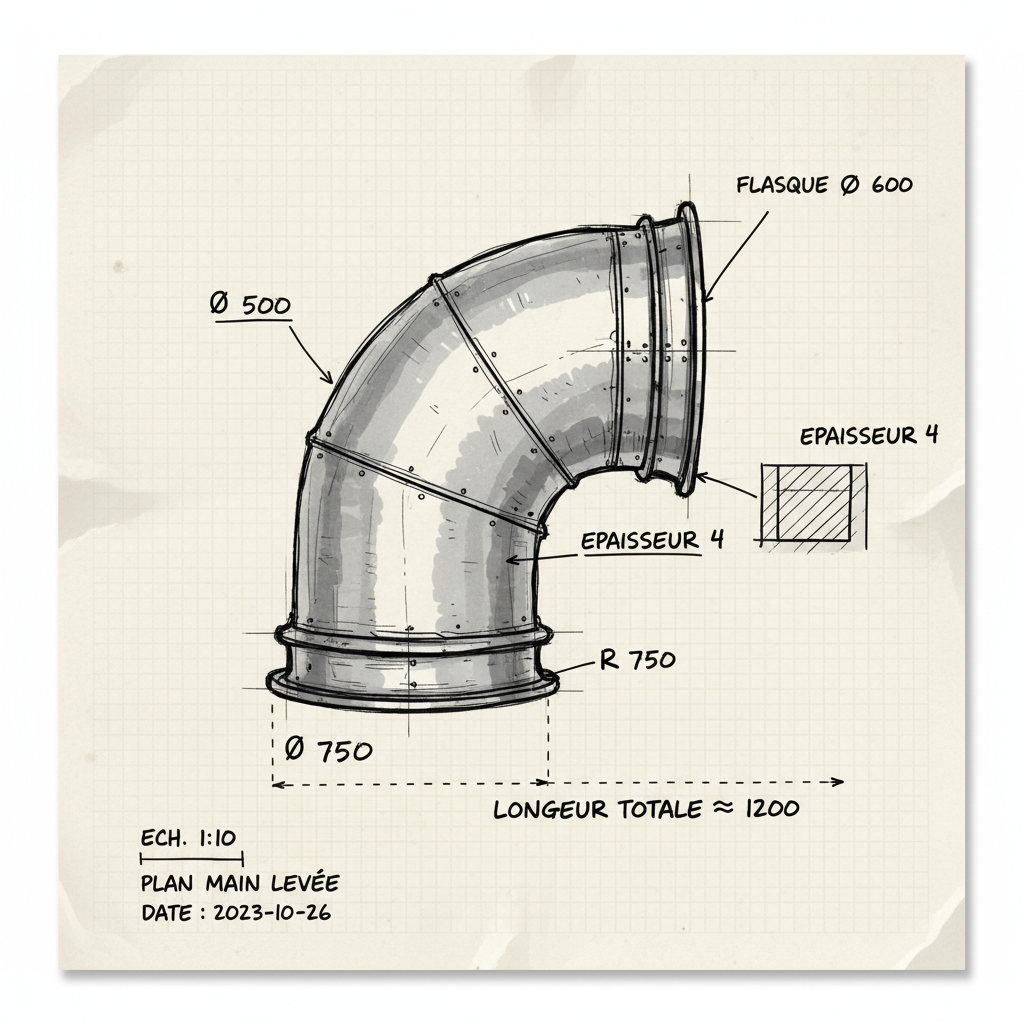
Conception et CAO
Modélisation sous SolidWorks. Division de l'ensemble (coude + réduction).<br>Détermination des développés pour la découpe.<br><strong>Rayon :</strong> 628mm<br><strong>Épaisseur :</strong> 1.5mm (corps) / 5mm (brides).
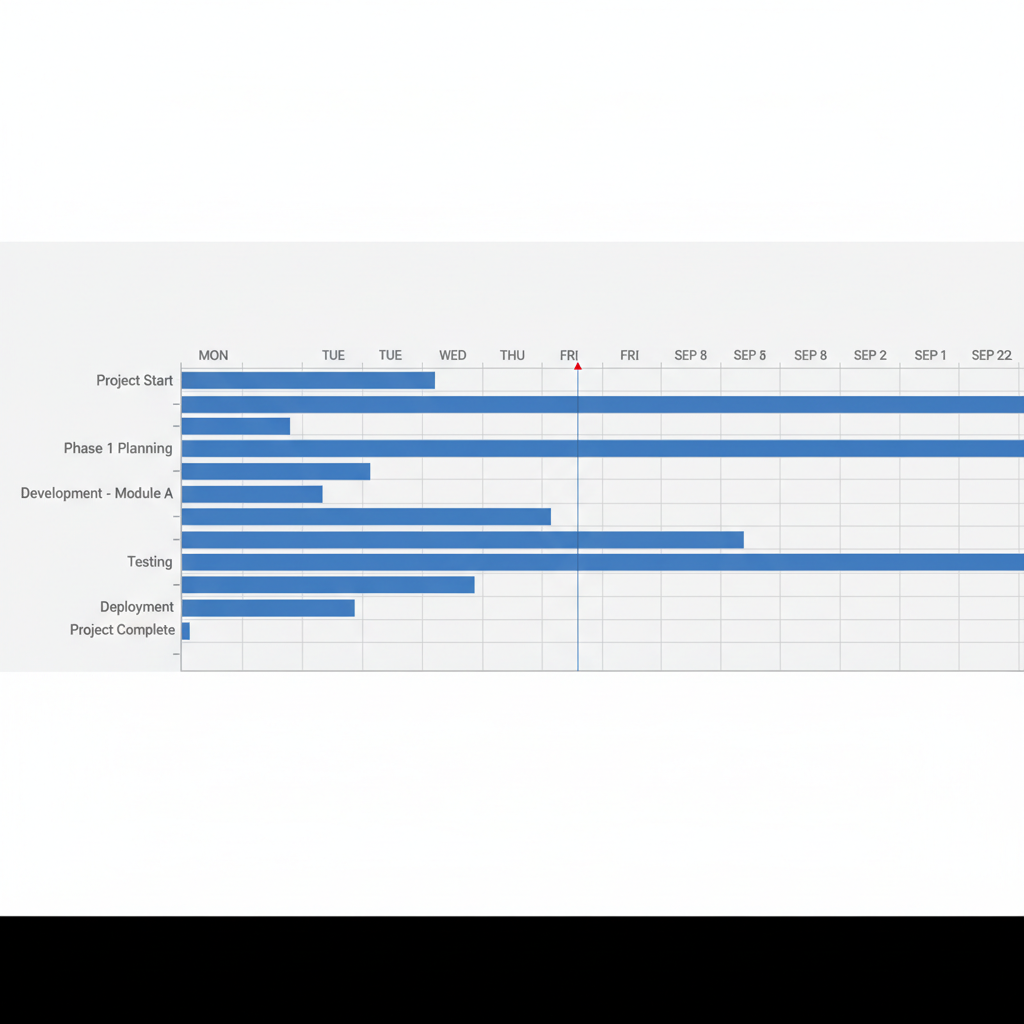
Planification de la Production
Utilisation de MS Project pour le diagramme de GANTT.<br><br><strong>Stratégie :</strong> Planification au plus tôt avec prise en compte des ressources machines et humaines.<br><strong>Adaptation :</strong> Décalage nécessaire pour gérer la charge de travail (conflit avec chantier passerelle).<br><strong>Temps Total estimé :</strong> 29h.
Préparation : Matière et Imbrication
<strong>Matière :</strong> INOX 304L (1.5mm)<br><strong>Optimisation :</strong> Imbrication des pièces (brides) dans les chutes d'autres chantiers pour réduire les coûts.<br><strong>Fichiers :</strong> Export DXF depuis AutoCad vers le logiciel Amada.
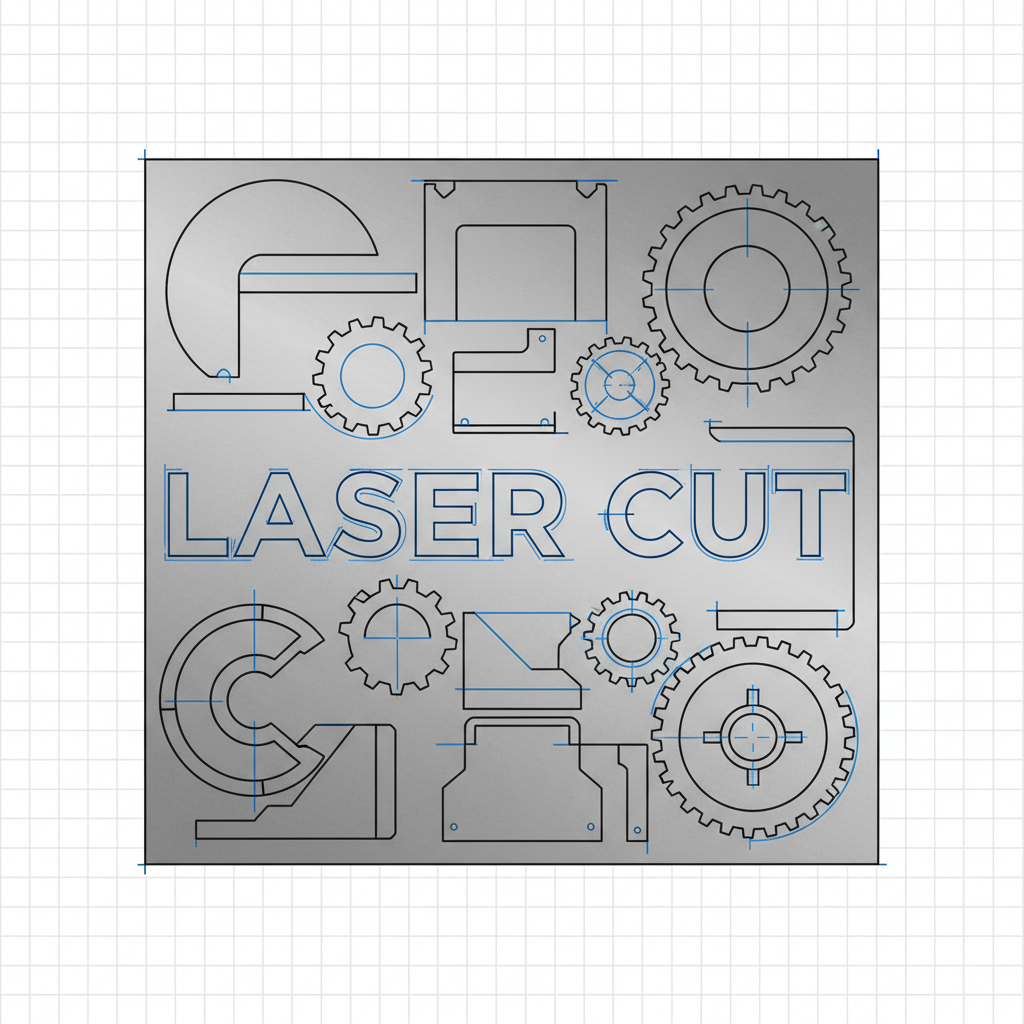
Fabrication : Débit et Roulage
1. <strong>Découpe Laser :</strong> Machine Amada Ensis (12kW). Gravure des axes pour alignement futur.<br>2. <strong>Roulage :</strong><br>- Croquage des bords.<br>- Roulage des viroles (cylindriques).<br>- Roulage des cônes (technique du chassé avec pivot).
Assemblage des Tronçons
Alignement facilité par les gravures laser sur chaque segment.<br>Utilisation de collerettes pour bloquer les brides tournantes.<br>Assemblage par sous-ensembles (Cône + Coude).
Soudage TIG
Procédé : TIG (Tungstène Inert Gas) 141.<br>Technique : Soudure sans métal d'apport (bord à bord jointif) pour limiter la chauffe.<br>Séquence : 1 cordon sur 2 pour éviter les déformations thermiques.
Finition et Nettoyage
Traitement de la zone affectée thermiquement (ZAT).<br>Utilisation de brosse Scotch-Brite en résine.<br>Objectif : Enlever la coloration de soudure et les impuretés pour un rendu propre et sanitaire.
Assemblage Final sur Site
Les deux coudes ont été pointés-soudés bout à bout.<br>Respect du délai : Pièce terminée le 20/02/2025 comme prévu.<br>Validation géométrique avant livraison.
Contrôle Dimensionnel
Validation de la conformité par rapport au plan :<br><ul><li><strong>Hauteur Axe :</strong> 1250 mm (OK)</li><li><strong>Hauteur Totale :</strong> 2500 mm (OK)</li><li><strong>Diamètre :</strong> Ø603 mm (OK)</li></ul><br>Signature de la fiche de contrôle qualité.
Qualité : Finitions Acier
<strong>Sablage :</strong> Projection de grenaille acier (16 bars) pour décaper.<br><strong>Peinture liquide :</strong> Application après dépoussiérage et dégraissage.<br><strong>Sous-traitance :</strong> Thermolaquage ou Galvanisation pour l'extérieur.
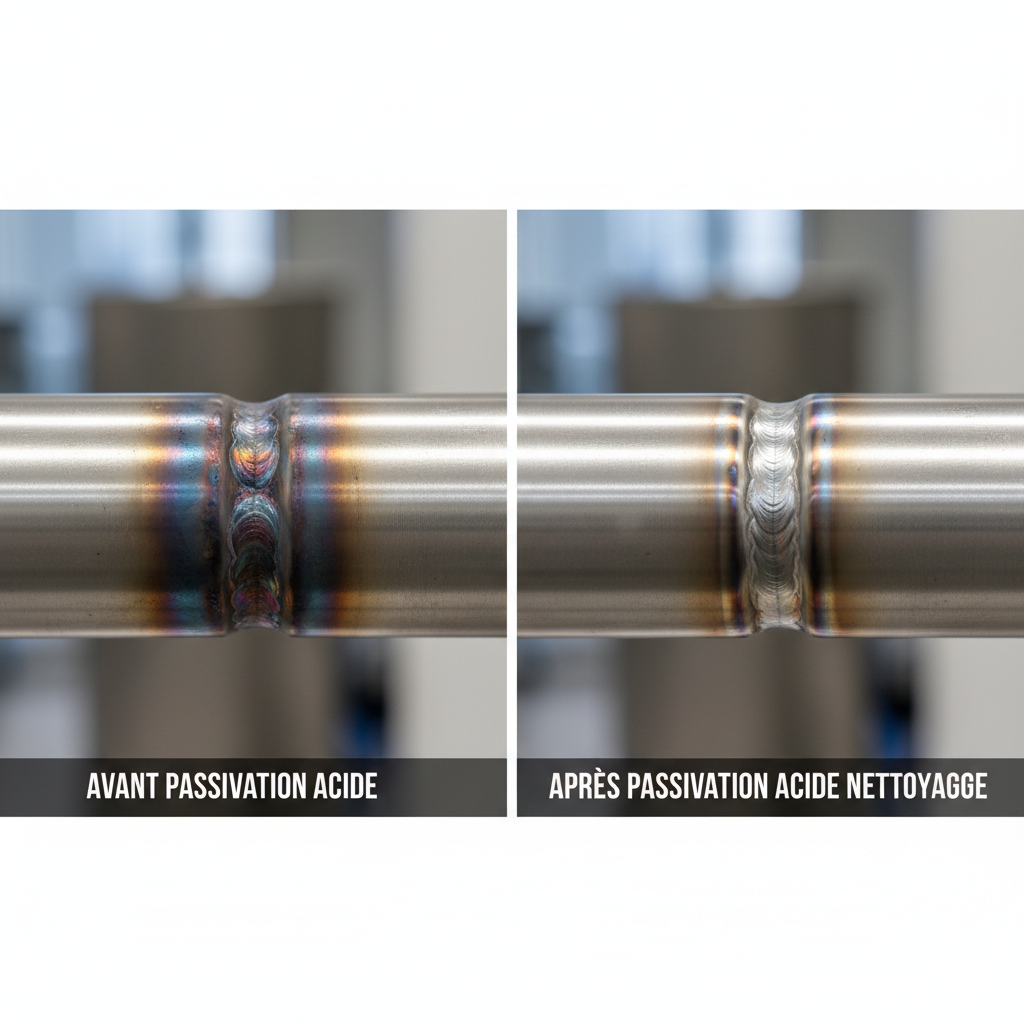
Qualité : Finitions Inox
<strong>Passivation :</strong> Traitement à l'acide pour recréer la couche d'oxyde de chrome protectrice.<br><strong>Résultat :</strong> Uniformisation de la couleur, disparition des traces de chauffe (soudure).<br>Autres options : Microbillage, Poli miroir.
Processus Qualité Affaire
1. Demande client & Cahier des charges.<br>2. Étude de faisabilité & Devis.<br>3. Conception et Plans.<br>4. Fabrication (Découpe, formage, soudage).<br>5. Contrôle Qualité.<br>6. Archivage.
→ Chaque étape possède ses points de contrôle pour éviter les non-conformités finales.
Identification et Traçabilité
Usage de plaques d'identification rivetées.<br><strong>Informations Clés :</strong><br>- Numéro de série (Lien direct ERP).<br>- Volumes et Poids.<br>- Pressions de service et d'épreuve.<br>Garantit le suivi SAV maintenance.
Sécurité : Analyse des Risques (DUERP)
Le Document Unique recense les risques majeurs en chaudronnerie.<br><strong>Principal danger :</strong> Troubles Musculo-Squelettiques (TMS) et chocs.
Formations Obligatoires
<ul><li><strong>CACES R485/R389 :</strong> Conduite de chariots élévateurs et ponts de levage. Valable 5 ans.</li><li><strong>SST (Sauveteur Secouriste du Travail) :</strong> Obligatoire d'avoir au moins 1 SST par atelier. Formation aux premiers secours. Coût ~300€/pers.</li></ul>
Protections : EPC et EPI
<strong>Risques :</strong> Fumées de soudage, UV, Brûlures.<br><br><strong>Protection Collective (EPC) :</strong> Aspiration centralisée (souvent coûteux et absent).<br><strong>Protection Individuelle (EPI) :</strong><br>- Masque FFP3 avec moteur d'expiration.<br>- Cagoule ventilée pour le MIG/MAG.
Priorité Sécurité
Le métier de chaudronnier est classé dangereux.<br>L'investissement dans des EPI performants (cagoules ventilées) et la formation continue (SST) sont indispensables pour réduire l'exposition aux risques respiratoires et physiques à long terme.
Qualification d'un Ensemble : Le Ressuage
Contrôle Non Destructif (CND) sur une cuve Inox.<br><strong>Objectif :</strong> Révéler les défauts débouchants (fissures, piqûres) invisibles à l'œil nu.<br>Essentiel pour garantir l'étanchéité et la sécurité de la cuve.
Protocole de Ressuage (Produits Jelt)
<ol><li><strong>Nettoyage :</strong> Dégraissant (Zerotriclo+). Support sec et propre.</li><li><strong>Pénétration :</strong> Application du Pénétrant Rouge (Jelt 5601). Attente 5-10 min.</li><li><strong>Lavage :</strong> Élimination de l'excès au chiffon/solvant.</li><li><strong>Révélation :</strong> Application du Révélateur Blanc (Jelt 5611).</li></ol>
Normes et Acceptation
<strong>NF EN ISO 3452-1 :</strong> Principes généraux.<br><strong>NF EN ISO 23277 :</strong> Niveaux d'acceptation.<br><br><strong>Niveau 1 (Strict) :</strong><br>- Indication linéaire < 2mm.<br>- Indication arrondie < 4mm.<br>Le test doit être positif : Aucune trace rouge visible.
Résultats et Conclusion
<strong>Observation :</strong> Fond blanc uniforme, aucune tache rouge persistante sur les soudures.<br><strong>Verdict :</strong> Soudure CONFORME (Pas de fissures ni porosités).<br><strong>Traçabilité :</strong> Rédaction du PV de contrôle (Lot 576251) pour le dossier client.
- chaudronnerie
- gestion-de-projet
- industrie
- soudure-tig
- cao-solidworks
- controle-qualite
- securite-industrielle