
Guide to Gating Systems in Metal Casting | Foundry Design
Learn the essentials of gating systems in metal casting, covering pouring basins, sprues, runners, and ingates to ensure high-quality, defect-free parts.
Channabasaveshwara Institute of Technology Gubbi
3rd Sem Mechanical Engineering<br>L Manoj<br>1CG25ME412<br><br>Gating Systems in Casting
L Manoj
1CG25ME412
Channabasaveshwara Institute of Technology Gubbi
Introduction
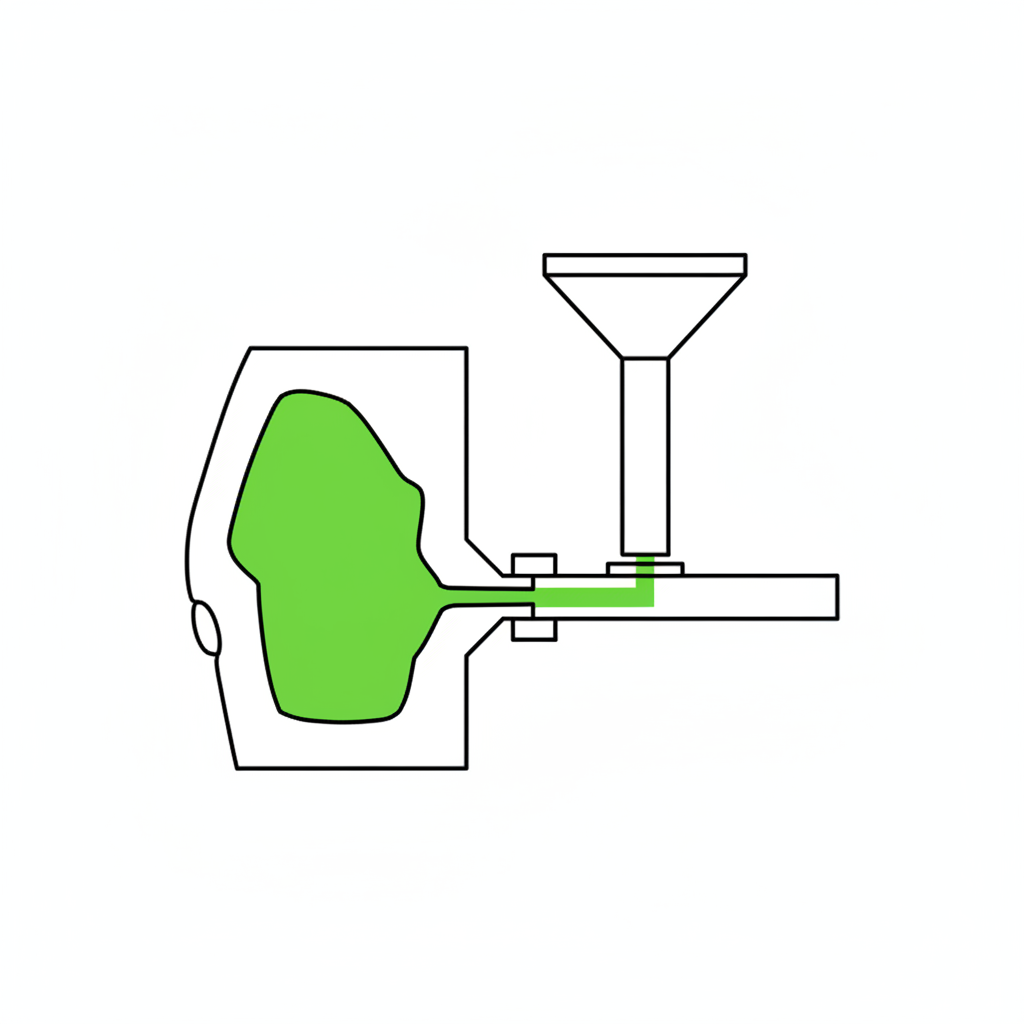
A gating system refers to all passageways through which molten metal enters a mold cavity. It is a critical component in the casting process, ensuring the metal travels from the ladle to the mold effectively without degrading the quality of the final part. The design of this system directly influences the structural integrity of the casting.
Passageway for molten metal to enter the mold cavity.
Directs metal from the pouring ladle to the casting zone.
Proper gating ensures a defect-free and solid final part.
Purpose of Gating System
Ensures smooth, continuous flow without turbulence.
Prevents mold erosion and sand washing during pouring.
Traps slag, dross, and non-metallic inclusions.
Promotes directional solidification to avoid shrinkage.
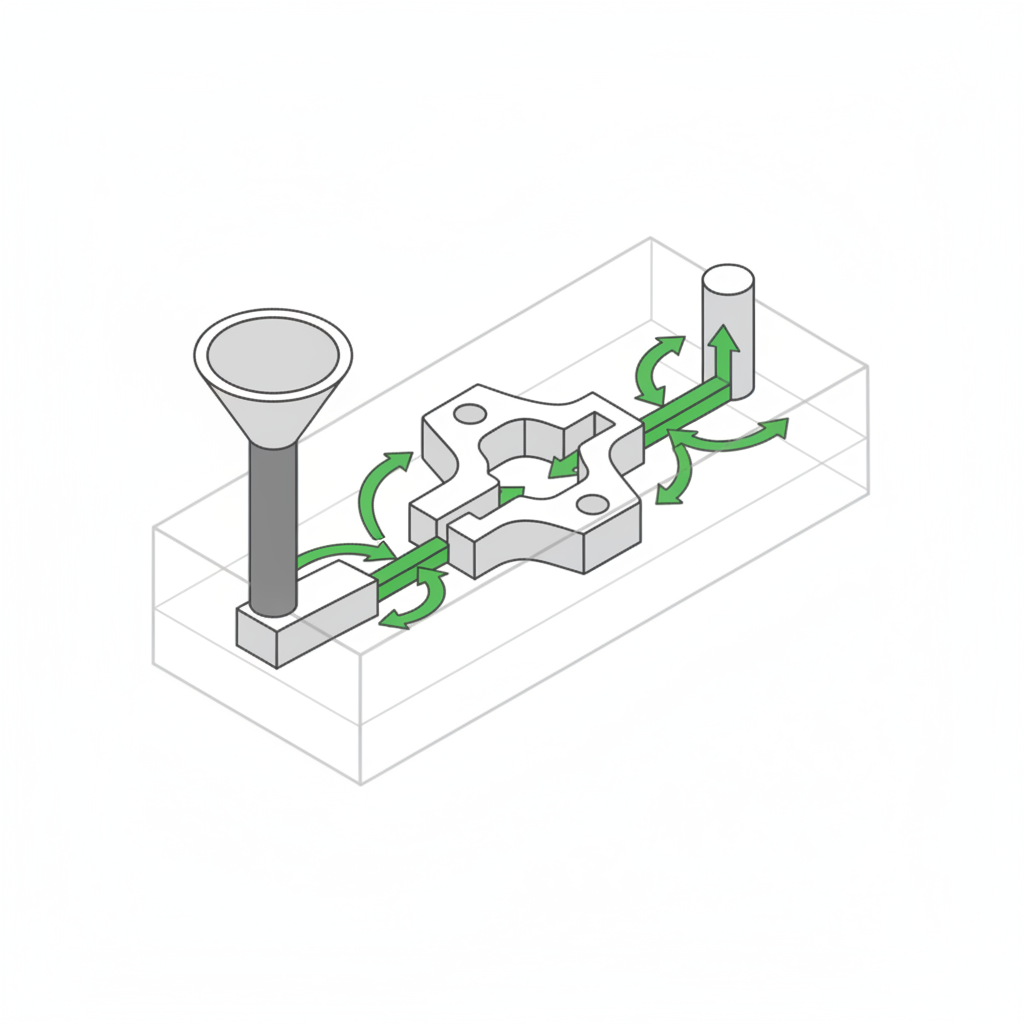
Main Parts of Gating System
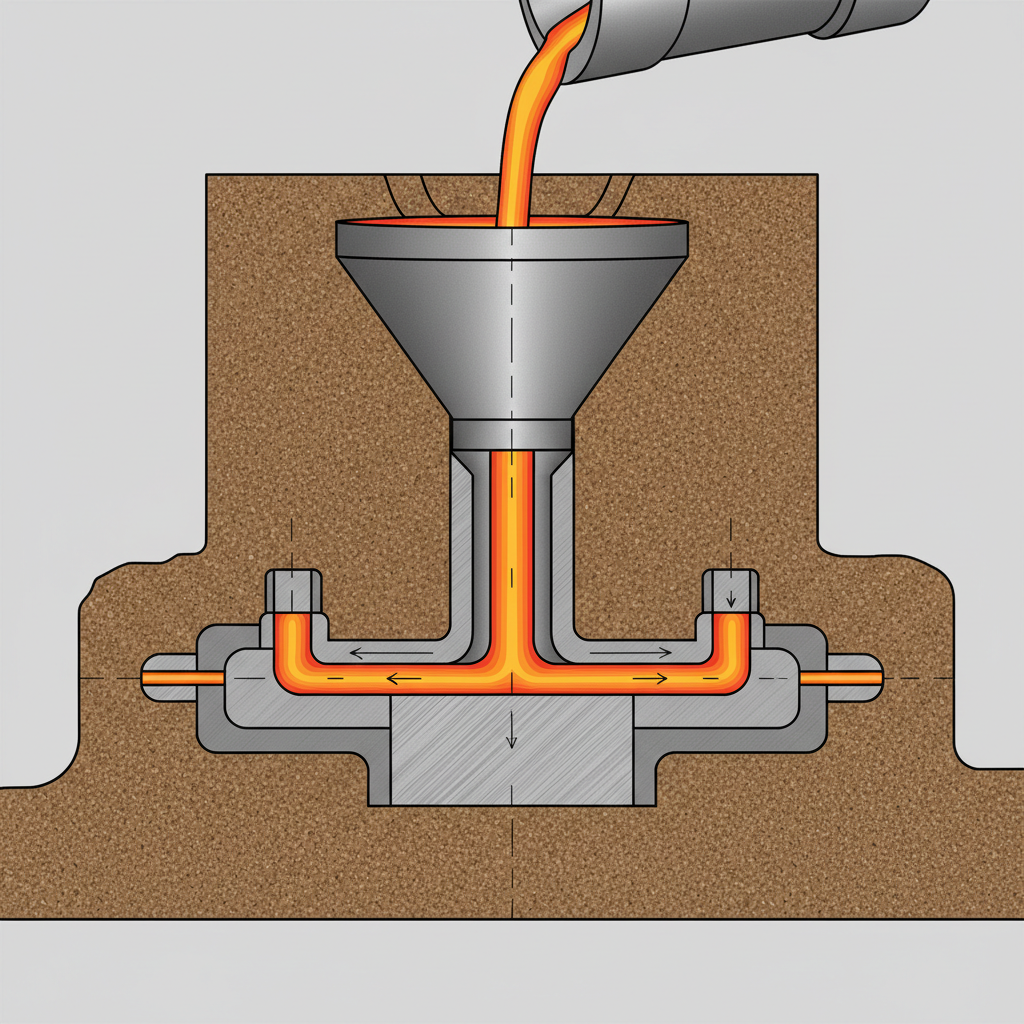
The four main components work together: 1. Pouring Basin: The starting reservoir. 2. Sprue: A tapered vertical channel. 3. Runner: A horizontal channel for flow. 4. Ingate: The final entry into the mold. Design balances flow speed and pressure.
1. Pouring Basin
The pouring basin (or cup) is the reservoir at the top of the gating system. Its primary function is to receive the molten metal from the ladle. It helps reduce the velocity of the liquid before it enters the sprue and maintains a constant head of metal to prevent vortex formation.
A reservoir at the top that receives molten metal.
Reduces turbulence and vortex formation during pouring.
Helps separation of slag and impurities from metal.
2. Sprue
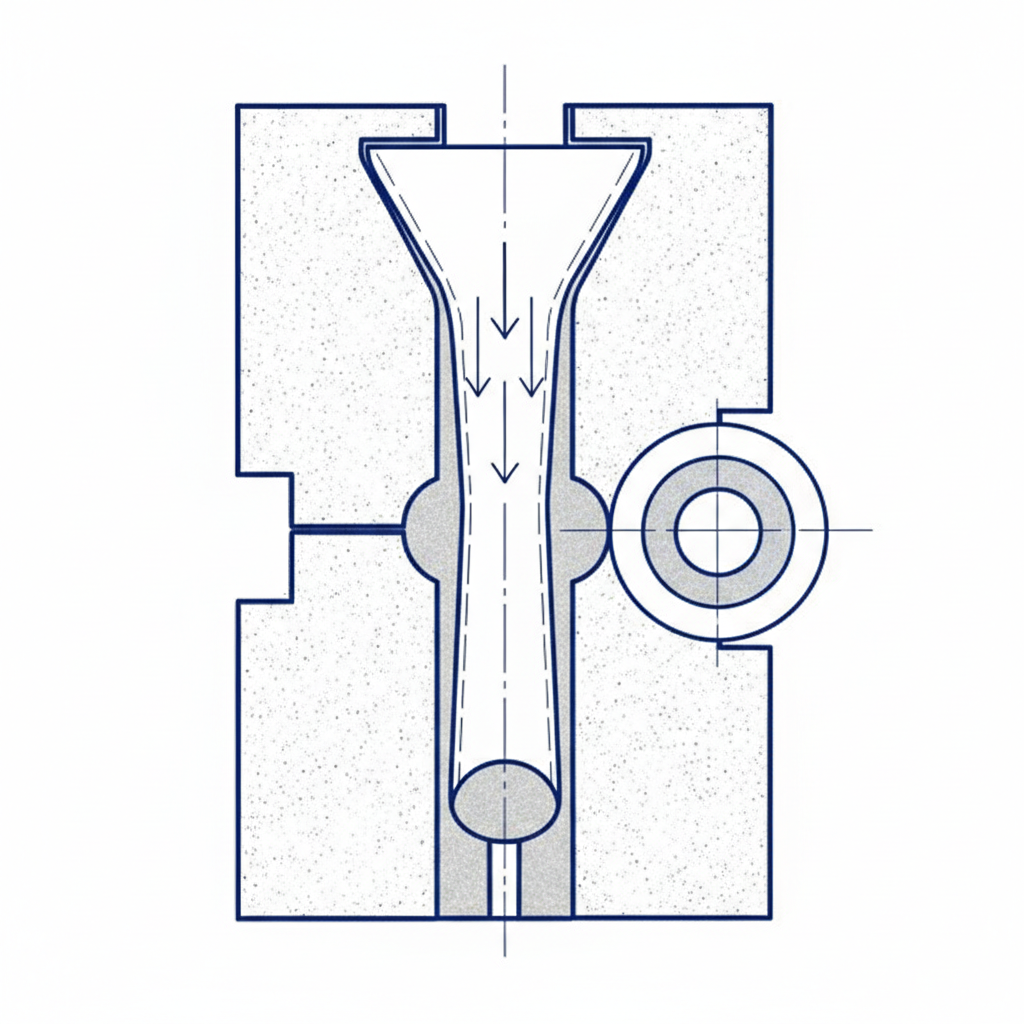
The sprue is a vertical channel that connects the pouring basin to the runner. It is typically tapered downwards to prevent air aspiration. As the metal falls, its velocity increases; the tapered shape ensures the channel stays full of metal, preventing air bubbles from being sucked into the flow.
Vertical channel connecting pouring basin to runner.
Tapered shape prevents aspiration (air bubbles).
Controls gravity flow velocity downwards.
3. Runner
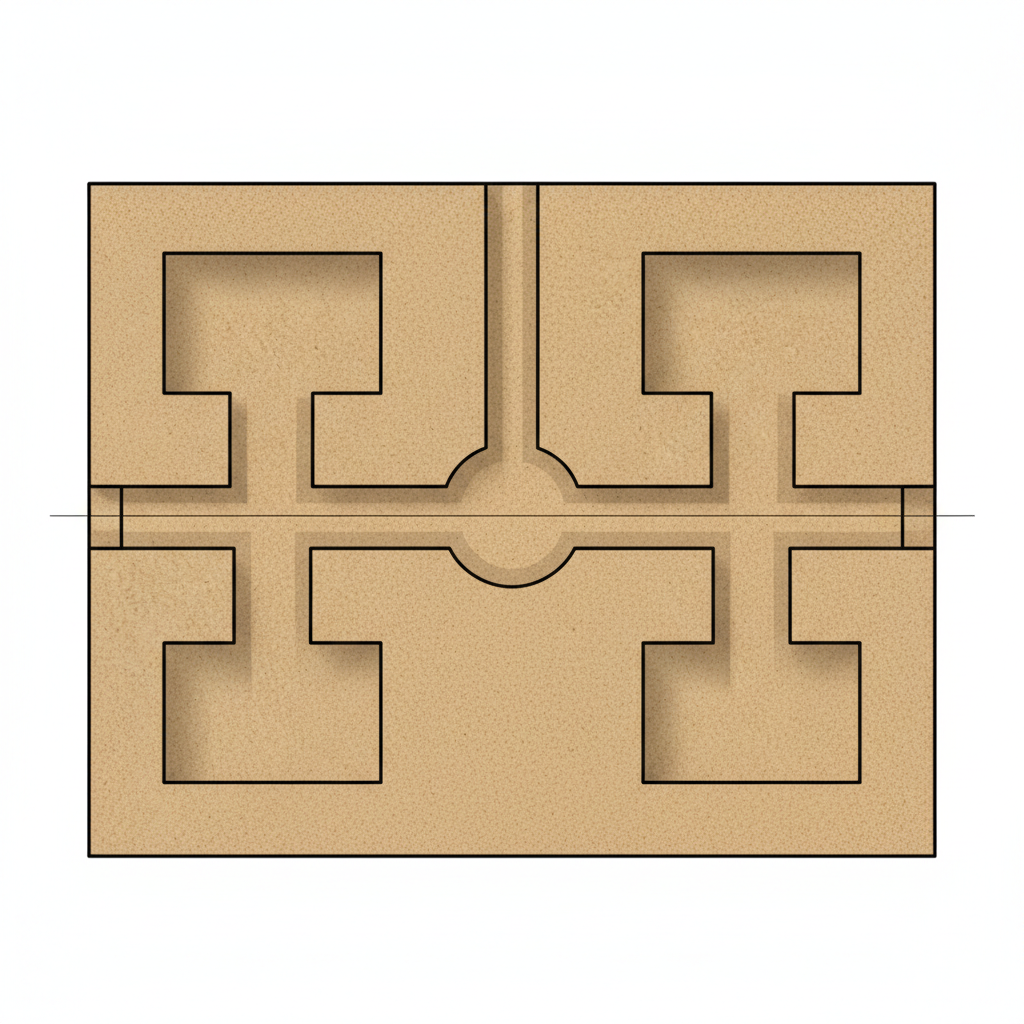
The runner is a horizontal channel situated at the parting plane of the mold. It receives molten metal from the sprue and distributes it toward the mold cavity. A well-designed runner system helps trap slag and ensures the flow is uniform before it reaches the ingates.
Horizontal channel in the mold parting plane.
Distributes molten metal to multiple ingates.
Traps slag and reduces schematic velocity.
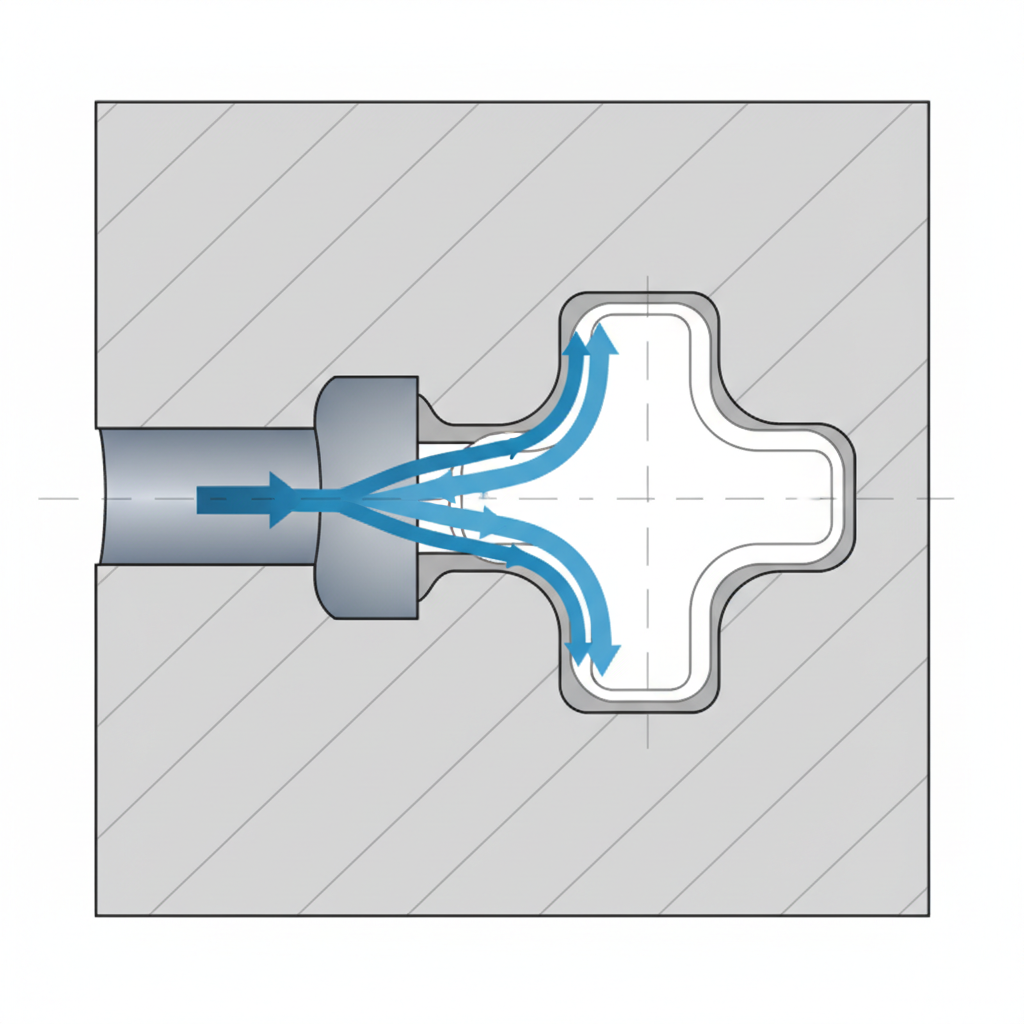
4. Ingate (Gate)
The ingate is the final entry point where molten metal leaves the runner and actually enters the main mold cavity. Its size and shape are crucial for controlling the flow rate and ensuring the metal enters the cavity without turbulence that could wash away the sand mold walls.
The final entry passage into the mold cavity.
Controls flow rate and minimizes turbulence.
Ensures smooth filling to prevent sand erosion.
Types of Gating Systems
Top Gating: Metal enters from top (Simple, high thermal gradient).
Bottom Gating: Fills from bottom (Less turbulence, less oxidation).
Parting Line Gating: Enters at the joint (Common compromise).
Step Gating: Multiple levels for filling deep molds gradually.
Conclusion
A properly designed gating system is fundamental to producing high-quality castings. It balances the need for rapid filling with the necessity of minimizing defects like porosity and inclusions. Understanding the pouring basin, sprue, runner, and ingate ensures manufacturing efficiency.
Optimal gating design is crucial for defect-free casting quality.
Balances filling speed, fluid pressure, and solidification rate.
Key takeaway: Control the flow to control the quality.
- casting
- foundry
- mechanical-engineering
- gating-system
- manufacturing
- metalworking
- metallurgy