
Автоматизация смены пневматических захватов для станков
Узнайте о разработке систем автоматической смены пневмозахватов для фрезерных станков. Повышение OEE и сокращение времени переналадки.
Разработка серии пневматических захватов и системы их автоматической смены
Для обеспечения беспрерывного изготовления плоских деталей на станке фрезерной группы
Актуальность темы
Современное производство требует минимизации простоев оборудования. Ручная смена захватных устройств при переходе на новый тип плоских деталей занимает до 35% полезного времени станка. Внедрение автоматической системы смены позволяет существенно повысить коэффициент использования оборудования (OEE) и обеспечить непрерывность технологического процесса.
Разработать универсальную систему автоматизированной смены пневматических захватов для обеспечения непрерывного цикла обработки широкой номенклатуры плоских деталей без участия оператора.
Цель работы
Задачи, Объект и Предмет исследования
<b>Объект исследования:</b> Технологический процесс автоматической фиксации заготовок на фрезерных станках с ЧПУ.
<b>Предмет исследования:</b> Конструкция быстросменных пневматических захватов и механизм их автоматической смены.
<b>Задача 1:</b> Провести анализ существующих решений в области автоматизации зажима плоских деталей.
<b>Задача 2:</b> Разработать унифицированный интерфейс стыковки для серии захватов.
<b>Задача 3:</b> Спроектировать систему автоматической подачи и смены захватных модулей.
Теоретическая часть: Пневматические захваты
Для работы с плоскими деталями на фрезерных станках наиболее эффективны вакуумные и пневмо-механические системы. Основной принцип действия основан на создании разности давлений или использовании сжатого воздуха для привода зажимных губок. Выбор пневматики обусловлен скоростью срабатывания (0.1-0.5 сек) и возможностью регулировки усилия зажима, что критично для тонкостенных плоских деталей во избежание деформации.
Теоретическая часть: Системы автоматической смены
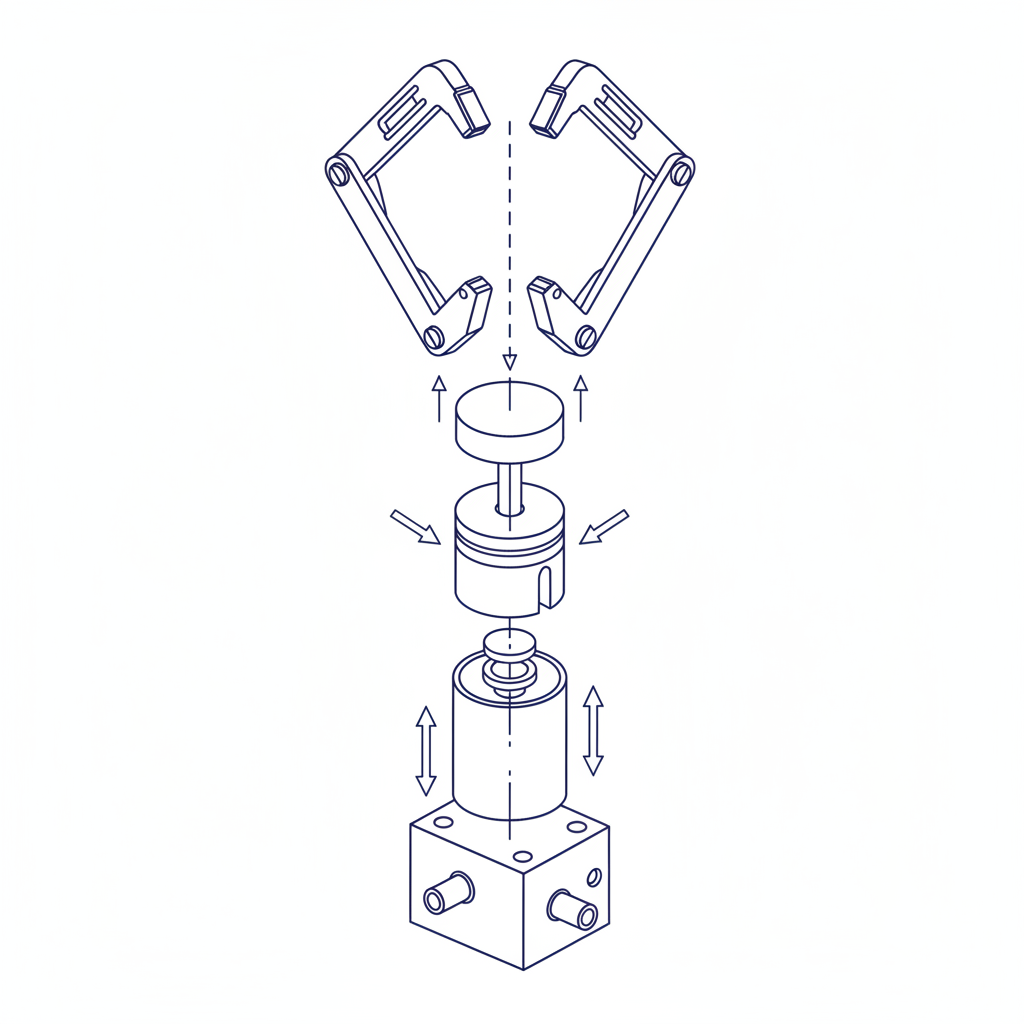
Автоматическая смена оснастки базируется на принципе быстрой стыковки (Quick Change). Система состоит из двух частей: «Master» (на стороне робота или станка) и «Tool» (на сменном захвате). Ключевым элементом является механизм блокировки и передачи энергоносителей (сжатого воздуха) через герметичные клапаны без остановки компрессора. Это позволяет менять функционал станка за считанные секунды.
Концепция унификации серии захватов
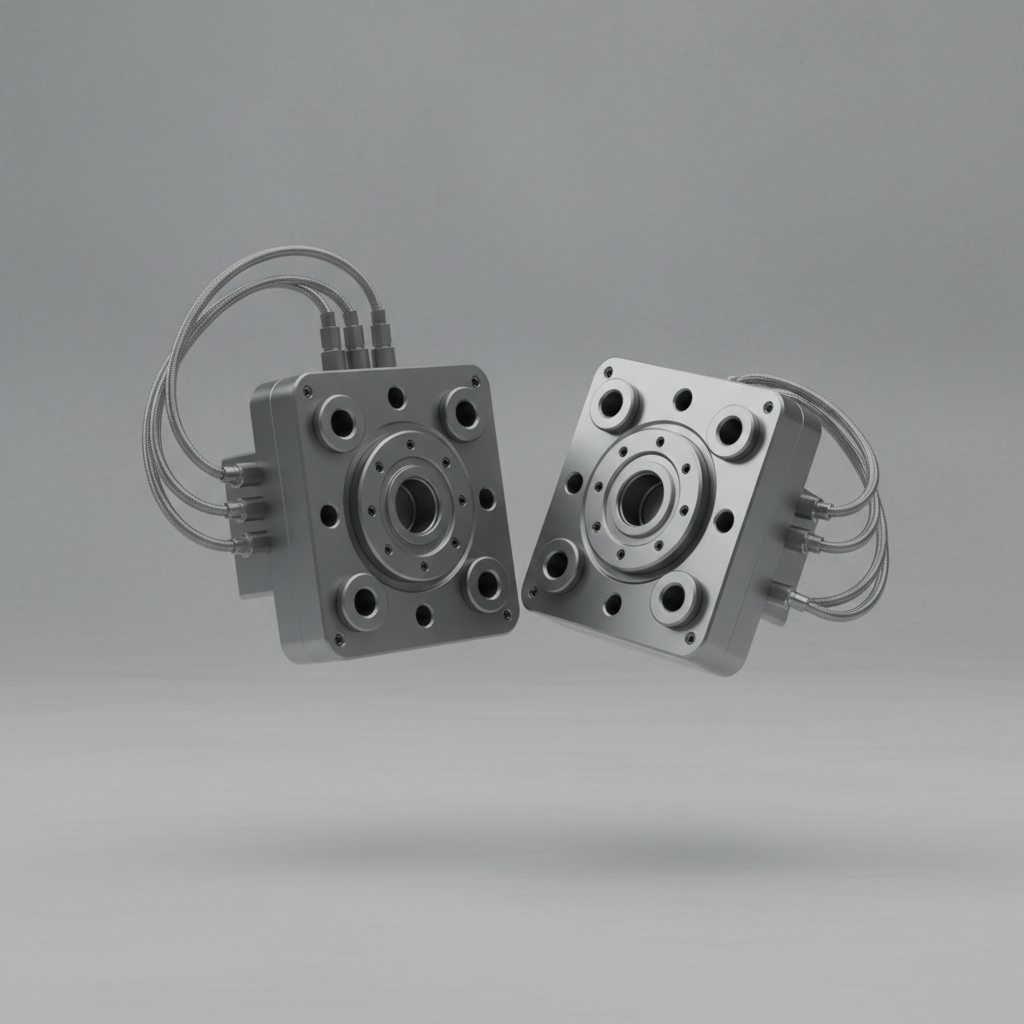
<b>Модульная архитектура:</b> Единая базовая плита с универсальными креплениями для всех типов захватов.
<b>Типы сменных модулей:</b> Вакуумные присоски (для гладких листов), параллельные захваты (для деталей сложной формы), магнитные модули (для ферромагнетиков).
<b>Интегрированная пневматика:</b> Встроенные в корпус каналы подачи воздуха исключают внешние шланги в рабочей зоне.
Требования к плоским деталям
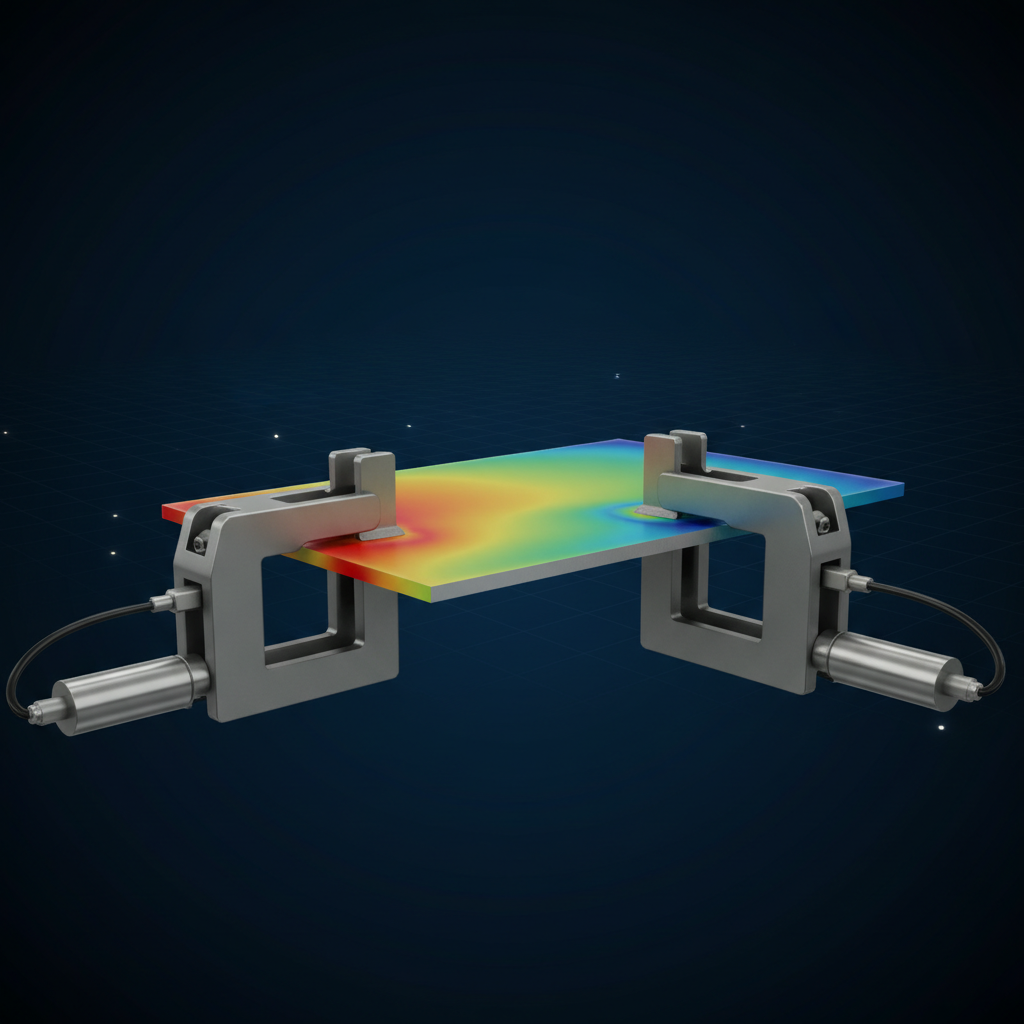
При автоматическом изготовлении плоских деталей критически важно учитывать жесткость заготовки. Пневматическая система должна обеспечивать равномерное прижатие по плоскости, чтобы избежать вибраций при фрезеровании. Допуск на позиционирование при смене захвата не должен превышать 0.05 мм, что требует использования прецизионных центрирующих штифтов в конструкции.
Ожидаемые результаты и Эффективность
Беспрерывный цикл производства: сокращение времени переналадки с 20 минут до 30 секунд.
Повышение безопасности: исключение присутствия оператора в рабочей зоне станка.
Гибкость производства: возможность обработки партий от 1 шт. без потери рентабельности.
Снижение брака за счет калиброванного усилия пневматического зажима.
Библиографический список
1. Иванов А.А. «Автоматизация производственных процессов в машиностроении». — М.: Высшая школа, 2019.
2. ГОСТ 31666-2012. Захваты промышленных роботов. Общие технические требования.
3. Соловьев В.В. «Пневматические приводы и средства автоматики». — СПб.: Политехника, 2021.
4. Каталоги компонентов FESTO и SMC. Режим доступа: электронный ресурс.
- автоматизация производства
- пневматические захваты
- фрезерные станки
- чпу
- машиностроение
- промышленная робототехника