







Organisation et Suivi de Réalisation en Chaudronnerie
Découvrez les étapes de fabrication en chaudronnerie : soudage laser vs TIG, gestion ERP Clipper, planification Gantt et contrôle qualité par ressuage.
Epreuve U6 : Organisation et Suivi de Réalisation
Conception Réalisation Chaudronnerie Industrielle (BTS CRCI)
Présenté par Gaspard Carnet - Session 2024-2026
Mon Parcours et Introduction
2023 : Bac Général Maths/Numérique - Découverte du métier par un ami.
Stage & Terminale Pro TCI : Entreprise Chaudrolux.
BTS CRCI (En cours) : Apprentissage chez SMIO. Perfectionnement technique, conception et organisation.
Présentation de l'Entreprise SMIO
Localisation : Fougères (35). Création en 1989.
Activité : Chaudronnerie Industrielle & Métallerie (Crochets, Silos, Verrières).
Effectif : 10 à 20 salariés. Structure collaborative (Bureau d'étude - Atelier).
Intégration et Organisation
Transition Technique
Passage de l'observation à l'autonomie complète sur les machines (Plieuse, Rouleuse). Responsabilité de A à Z sur les projets.
Gestion ERP Clipper
Centralisation des données : Devis, stocks, planning, traçabilité. Remplacement progressif de l'archivage papier.
Veille Technologique : Soudage Laser vs TIG
Problématique TIG : Lent, déformations importantes, TMS (Rhumatismes).
Solution Laser (LFS) : Vitesse élevée, faible apport thermique, polyvalent (Décapage).
La Sécurité au sein de SMIO
DUERP : Analyse des risques (Arthrose, TMS, Coupures).
Formations obligatoires : CACES (Ponts/Chariots) et SST (Secourisme).
EPI : Cagoules ventilées et masques FFP3 ventilés pour les fumées.
Processus Qualité & Finitions
ACIER : Sablage (Cabine interne) + Peinture (Liquide ou Thermolaquage sous-traité).
INOX : Passivation à l'acide (couche oxyde de chrome) pour protection contre la corrosion.
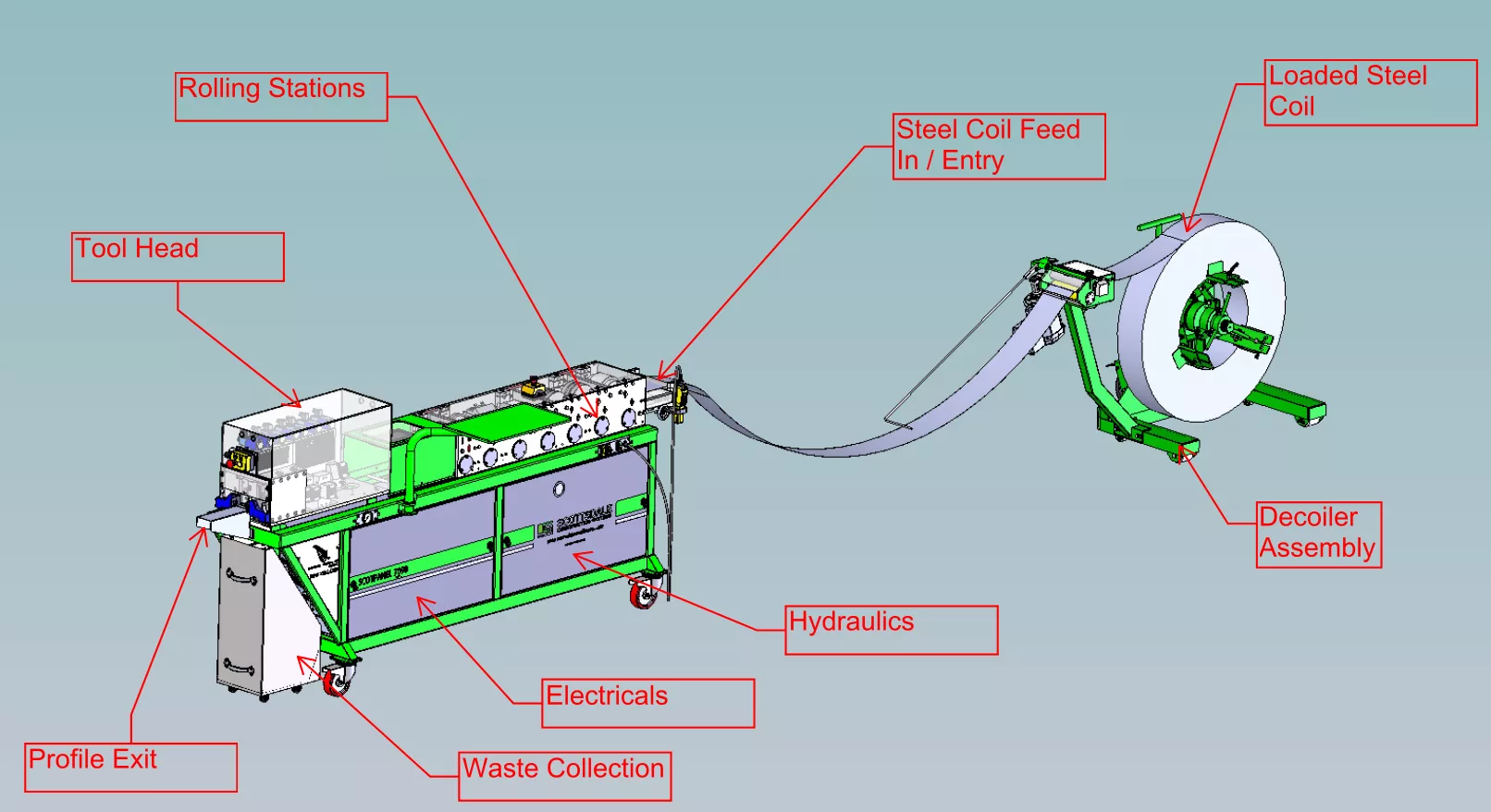
Réalisation : Gaine de Ventilation Inox
Client : Groupe EDF (Génie thermique). Flux d'air tempéré basse pression.
Cahier des charges : Inox 304L (1.5mm), Brides tournantes, Soudures étanches sans rochage.
Planification & Ressources
Utilisation du diagramme de Gantt pour gérer la charge atelier. Total estimé : 29h.
Préparation & Fabrication
Imbrication : Optimisation DXF sur tôle inox 304L pour limiter les chutes.
Roulage : Difficulté du cône vs virole. Utilisation de gabarits pour contrôler le rayon.
Assemblage : Gravure laser d'axes pour alignement facile des tronçons.
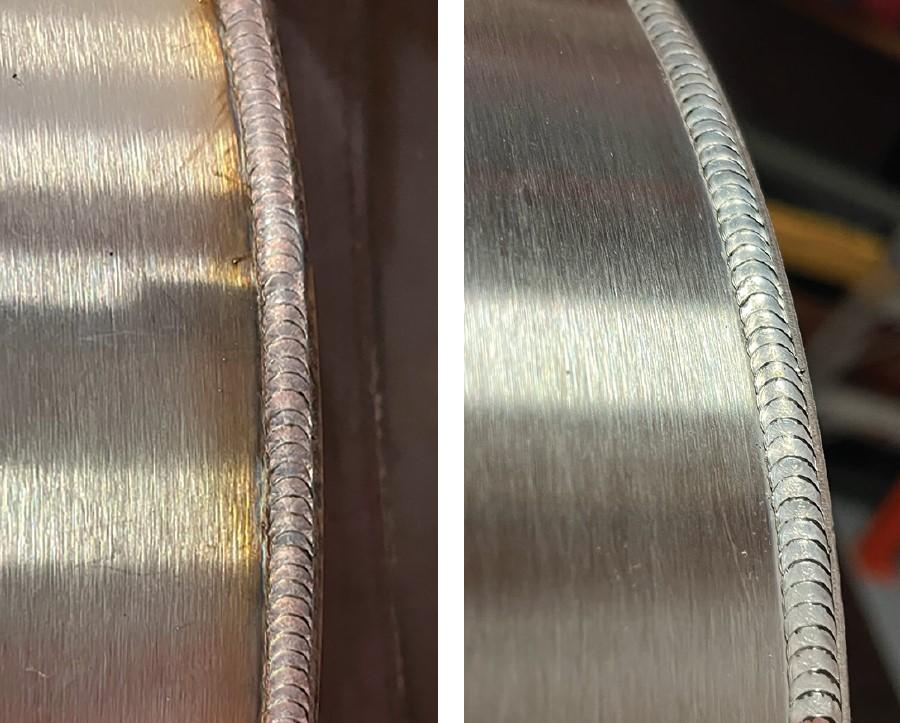
Soudage & Contrôle Dimensionnel
Procédé TIG sans métal d'apport (autogène) pour éviter la chauffe excessive et la déformation. Finition brosse résine.
Validation des cotes fonctionnelles :
A : Hauteur axe 1250mm (Validé)
B : Hauteur totale 2500mm (Validé)
C : Diamètre Ø603mm (Validé)
Qualification : Contrôle Non Destructif (CND)
Technique : Ressuage (Penetrant Testing).
Objectif : Détecter microfissures et porosités débouchantes sur cuve étanche.
Norme : NF EN ISO 3452-1 (Méthode C).
Protocole de Ressuage et Résultats
1. Nettoyage initial et séchage.
2. Application du Pénétrant (Rouge) - Temps de pose.
3. Élimination de l'excès au solvant.
4. Application du Révélateur (Blanc).
RÉSULTAT : Aucune révélation rouge linéaire ou arrondie. Soudure conforme classe 1.
Conclusion & Bilan
Compétences Techniques : Maîtrise de la chaîne complète (Devis -> Pose).
Gestion de Projet : Importance de la planification et de l'anticipation (Clipper/Gantt).
Culture Qualité/Sécurité : Intégration des normes et soins de finition.
Merci de votre attention.
- bts-crci
- chaudronnerie
- soudage-laser
- gestion-de-projet
- contrôle-qualité
- industrie
- erp-clipper
- gantt