Nose Cone Imbalance Analysis for Aerospace Propulsion
Learn how Greenjets Ltd improved engine test reliability through FFT vibration analysis, standardized inspection, and nose cone redesign strategies.
Nose Cone Imbalance Analysis: Engineering Project Report
Greenjets Ltd: Enhancing Electric Propulsion Reliability
Presented by: Anwar
Problem Definition: The Cost of Instability
<ul><li style='margin-bottom:20px;'><strong>Testing Inaccuracy:</strong> Nose cone imbalance causes vibration, leading to a 15-20% reduction in testing efficacy.</li><li style='margin-bottom:20px;'><strong>Operational Downtime:</strong> Misalignment resulted in 12% operational downtime due to repeated failures.</li><li style='margin-bottom:20px;'><strong>Economic Impact:</strong> Approximately £60,000 annual loss identified in component wear and delays vs. £25,300 project cost.</li><li style='margin-bottom:20px;'><strong>Root Cause:</strong> Replacing faulty nose cones reduced initial imbalance by 70%, confirming the component as the failure point.</li></ul>
Primary Project Objectives
1. Controlled Vibration Testing
Identify primary sources of imbalance using FFT analysis on 3 controlled groups (Balanced, <2g offset, >4g offset).
2. Standardise Inspection
Develop a checklist including torque-angle measurements to reduce vibration amplitude by at least 15%.
3. Redesign Evaluation
Test modified nose cone designs to achieve a 10-15% reduction in overall testing downtime and increase component lifespan.
Project Feasibility & Budget Allocation
<ul><li style='margin-bottom:15px;'><strong>Economical:</strong> Project cost (£25.3k) < Annual Failure Losses (£60k). ROI is immediate.</li><li style='margin-bottom:15px;'><strong>Technical:</strong> Utilises existing vibration analysis rigs and CAD tolerance checking. No external outsourcing needed.</li><li style='margin-bottom:15px;'><strong>Timeline:</strong> Nov 2025 - Jan 2026. Aligned with propulsion testing windows.</li><li style='margin-bottom:15px;'><strong>Operational:</strong> Complies with Health & Safety at Work Act 1974 & PUWER.</li></ul>
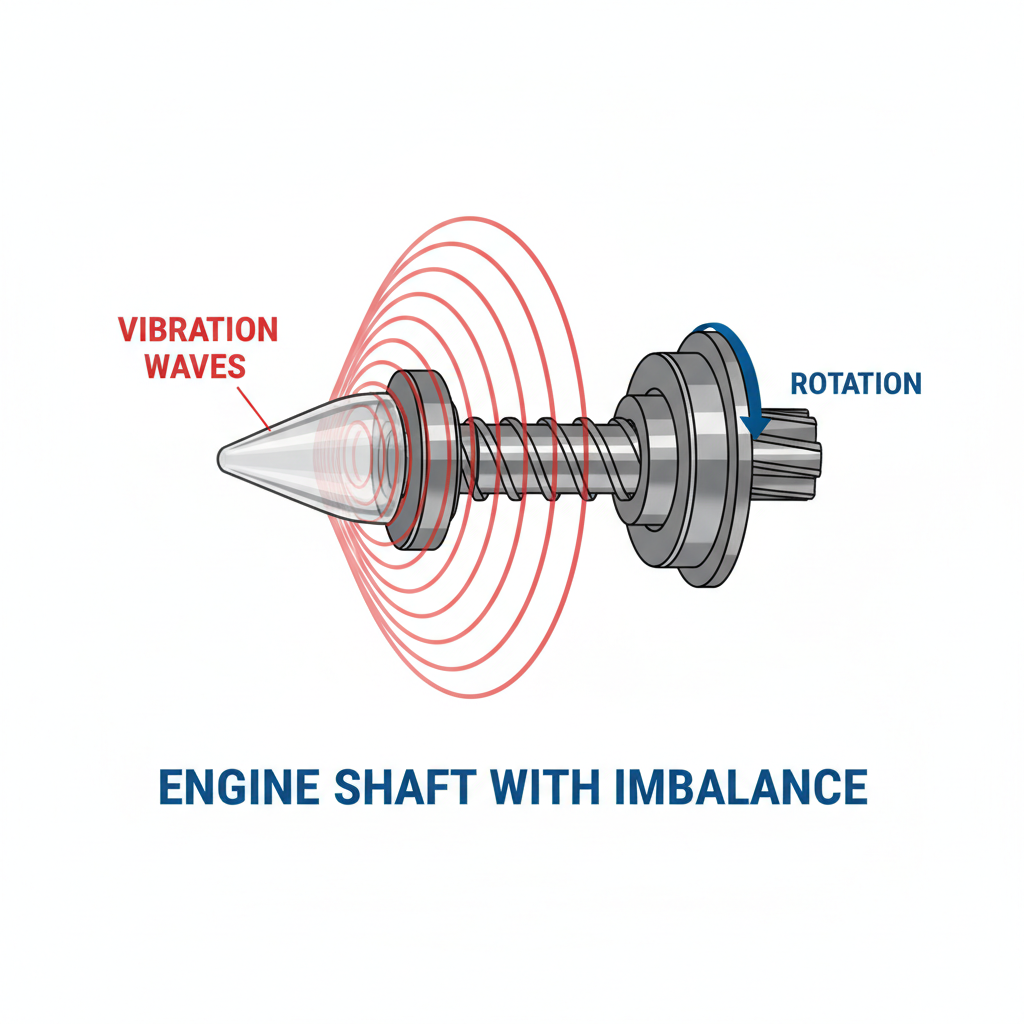
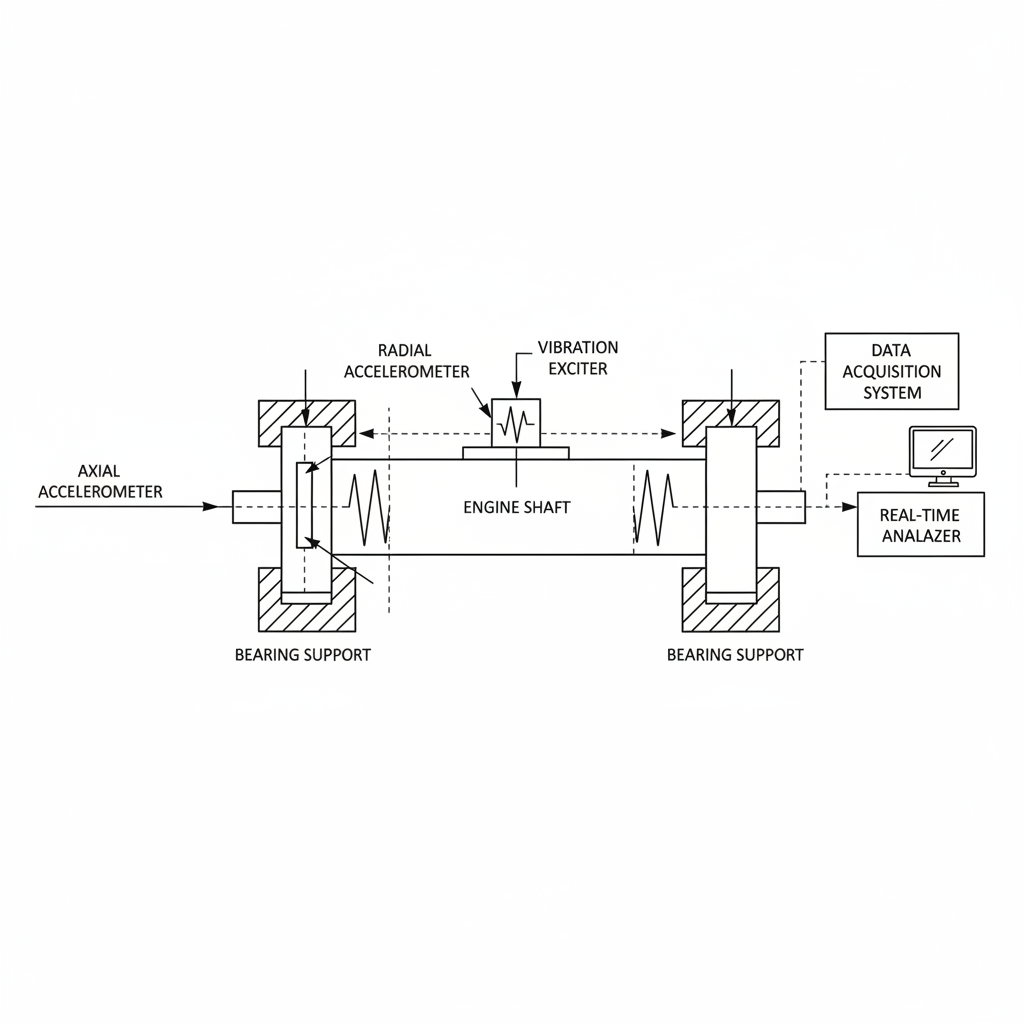
Methodology: Vibration Testing Setup
<strong>Experimental Setup:</strong><br>Accelerometers installed on engine shaft in radial and axial planes.<br><br><strong>Test Variances:</strong><br>1. Balanced Control<br>2. Minor Imbalance (<2g offset)<br>3. Major Imbalance (>4g offset)<br><br><strong>Analytical Approach:</strong><br>Frequency Domain FFT (Fast Fourier Transform) used to isolate resonant frequencies and correlate peak amplitudes to mass offsets.
Interim Results: Vibration Analysis
<strong>Key Findings:</strong><br> - Unbalanced cones generated amplitude spikes <strong>40–60% higher</strong> than balanced controls.<br> - Even minor offsets (<2g) resulted in statistically significant instability.<br> - Root causes identified: Machining inconsistencies and uneven wall thickness.
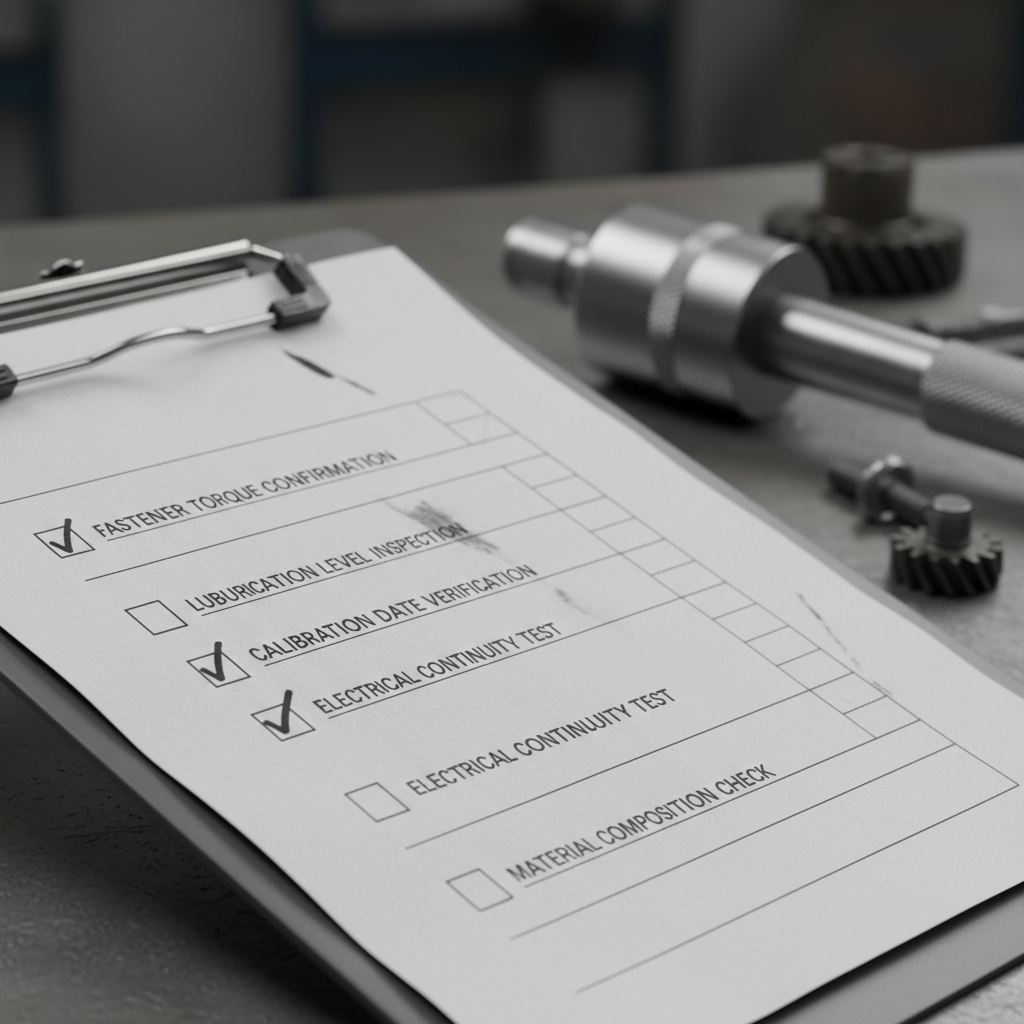
Solution Implementation: Standardised Inspection
<strong>Objective:</strong><br>Develop a standardised inspection and installation checklist to reduce vibration by 15%.<br><br><strong>Checklist Components:</strong><br>- Mass distribution tolerance checks.<br>- Surface finish assessment.<br>- Mandatory fastener torque verification.<br>- Runout measurement.<br><br><strong>Outcome:</strong><br>Installation errors reduced significantly. Vibration amplitude lowered by approximately <strong>18%</strong>, surpassing the project goal.
Redesign Durability & Reliability
The durability assessment of two redesigned nose cone models under cyclical load conditions yielded positive results:<br><br><ul><li><strong>Material Stability:</strong> Enhanced composite stability led to more uniform mass distribution.</li><li><strong>Downtime Reduction:</strong> Achieved a <strong>12–14% reduction</strong> in testing downtime, meeting the 10-15% target.</li><li><strong>Longevity:</strong> Reduced wear patterns observed compared to baseline components.</li></ul>
Critical Evaluation
<h3 style='color:#2E7D32; border-bottom:2px solid #2E7D32; padding-bottom:10px;'>Strengths</h3><ul style='list-style-type:circle;'><li>Well-structured phasing allowed early identification of imbalance causes.</li><li>Checklist implementation exceeded vibration reduction targets (18% vs 15%).</li><li>Redesigned cones demonstrated robust material stability.</li><li>Strong alignment with ISO ethics and safety standards (HASAWA 1974).</li></ul>
<h3 style='color:#C62828; border-bottom:2px solid #C62828; padding-bottom:10px;'>Limitations & Future Work</h3><ul style='list-style-type:circle;'><li>Testing limited to one rotational speed band; multi-speed testing required.</li><li>Statistical depth limited by sample size (3 repetitions).</li><li>Future iteration: Introduce FEM (Finite Element Modelling) to predict resonance modes.</li><li>Add secondary vibration sensors for verification.</li></ul>
Conclusion & Recommendations
This project successfully validated that nose cone mass imbalance is the primary driver of testing instability. Through a three-pronged approach—controlled testing, standardised inspection, and component redesign—we achieved:<br><br>1. <strong>18% Reduction</strong> in vibration amplitudes.<br>2. <strong>12-14% Reduction</strong> in operational downtime.<br>3. <strong>Enhanced Reliability</strong> via strict adherence to new inspection protocols.<br><br><strong>Recommendation:</strong> Fully adopt the new inspection checklist and transition to the redesigned composite nose cone for all future Sycamore and Hemlock engine tests.
- aerospace-engineering
- vibration-analysis
- electric-propulsion
- nose-cone-redesign
- fft-analysis
- reliability-engineering